Abstract
The repair welding process for small-diameter spiral welded steel pipes has long been constrained by spatial limitations. Due to the small diameter, workers cannot use electrode arc welding to repair inner weld defects, making welding quality a bottleneck restricting enterprise development. To ensure product quality, the company employs TIG welding repair technology for small-diameter spiral submerged arc welded pipes to achieve single-sided welding with double-sided formation. This includes optimizing welding process parameters, analyzing operation skills, matching appropriate welding materials, and proposing reasonable construction plans and solutions. Production verification shows that all product performance indicators meet GB/T 9711-2023 PSL2 standards and customer technical requirements, with good application results.
Introduction
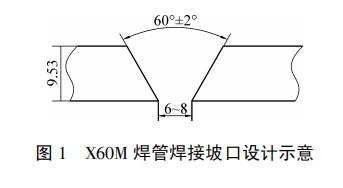
As spiral submerged arc welded pipe technology continues to improve, the development of small-diameter, thick-walled spiral submerged arc welded pipes will become an industry trend, especially for high-grade oil, gas, water supply, heating, and urban pipeline networks. However, due to spatial limitations in small-diameter spiral welded pipes, internal weld defects can only be repaired by gouging the original weld from the pipe’s outer surface and using electrode arc welding repair processes. Inspection shows that repair welds often have uneven surface formation, and the weld pool can easily develop defects like porosity, slag inclusion, and incomplete fusion. Joint mechanical properties are unstable. Therefore, companies must either remove or downgrade products to ensure quality, increasing production costs and undermining competitive advantages.
Materials and Methods
Material Specifications
The product uses X60M low alloy steel with high strength and good toughness.
Chemical composition of X60M steel (mass fraction %):
- C: 0.08
- Si: 0.22
- Mn: 1.43
- P: 0.011
- S: 0.002
- Cr: 0.145
- Mo: 0.002
- V: 0.002
- Other elements and carbon equivalents also listed
Mechanical properties include:
- Yield strength: 443-448 MPa
- Tensile strength: 562-570 MPa
- Elongation: 38-39%
- Yield ratio: 0.78-0.80
Welding Parameters
The welding process uses:
- Root pass: 110-120A current, 16-18V voltage
- Fill and cap passes: 120-140A current, 22-24V voltage
- Argon flow rate: 8-12 L/min
- Welding speed: 6-10 cm/min
- Wire diameter: 2.5mm
- Tungsten electrode diameter: 2.4mm
Results and Discussion
Microstructure Analysis
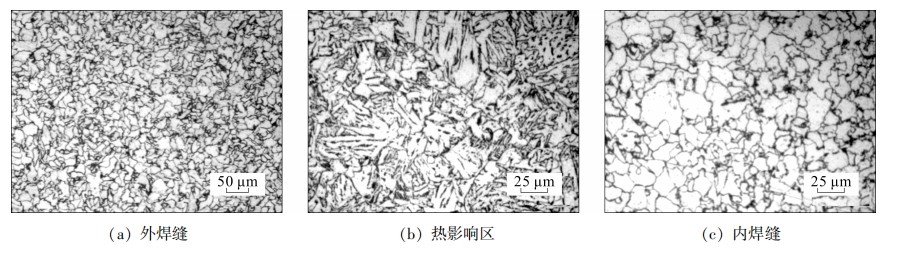
The weld microstructure shows:
- Weld metal: Intragranular acicular ferrite + granular bainite + polygonal ferrite
- Heat affected zone: Granular bainite with clear grain boundaries
- Fine grain zone: Polygonal ferrite + small M/A constituents
Mechanical Properties
Tensile test results:
- Base metal: 443-448 MPa yield strength, 562-570 MPa tensile strength
- Weld metal: 565-575 MPa tensile strength
- All samples met elongation requirements
Impact test results at -20°C:
- Base metal: 315J average
- Weld metal: 155J average
- Heat affected zone: 207J average
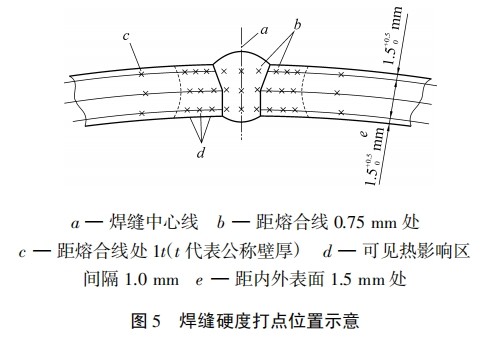
Hardness test results:
- Base metal: 187-212 HV10
- Weld metal: 188-206 HV10
- Heat affected zone: 188-203 HV10
Conclusions
Through matching X60M low alloy steel with ER50-G wire and pure Ar shielding gas, analyzing joint properties, and verifying the process, reasonable operation plans and solutions were developed. Test results show that all indicators meet GB/T 9711-2023 PSL2 standards and customer technical requirements, achieving good welding joints as expected.