Your Content Goes Here
Keywords: SAWH pipe, steel strip, single pass, single-side submerged arc welding double-side formation
In spiral welded pipe production, steel strip butt joints typically require front-side submerged arc welding at the butt joint position, followed by root cleaning and back-side submerged arc welding after pipe formation. To eliminate the back-side welding process and improve efficiency, we developed a single-pass single-side submerged arc welding technology for double-sided weld formation in steel strip butt joints.
In industries such as pipeline, pressure vessel, bridge, shipbuilding, and steel structure manufacturing, single-side submerged arc welding with backing strips is commonly used for double-sided formation due to welding space constraints or efficiency considerations. Determining appropriate welding parameters is crucial when using this method. Excessive welding current leads to excessive reinforcement, while insufficient current results in incomplete penetration or improper formation.
1. Control Method for Single-pass Single-side Submerged Arc Welding Double-sided Formation
1.1 Functional Relationship between Plate Weld Penetration and Welding Parameters
Test parameters for double-wire bead-on-plate welding:
– First wire: DC reverse polarity
– Current range: 600-1600A (6 levels)
– Arc voltage: 30-45V (6 levels)
– Welding speed: 1000-2500 mm/min (6 levels)
– Second wire: AC, 500A, 42V
– Wire extension: 35mm
– Wire spacing: 15mm
– Wire diameter: 4mm
The regression analysis yielded the following relationship:
H’ = 2.0I1^0.89 × V1^0.01 × v^-0.65
Where:
H’ – Plate weld penetration (mm)
I1 – First wire current (A)
V1 – First wire voltage (V)
v – Welding speed (mm/min)
1.2 Relationship between Wire Deposition Rate, Deposition Area and Parameters
Test parameters included:
– First wire current: 450-1650A (9 levels)
– First wire voltage: 30-46V (9 levels)
– Second wire: AC, 500A, 42V
The derived relationships are:
G = 0.132I^1.25 × V^0.3
S’ = 16.8 × I^1.25 × V^0.3 ÷ v
Where:
G – Wire deposition rate (g/min)
S’ – Single wire deposition area (mm²)
1.3 Mathematical Model for Optimizing Groove Dimensions and Welding Parameters
The model ensures:
– Weld penetration exceeds plate thickness by 2.0-3.0mm
– Wire deposition area exceeds groove area by 25-35mm²
Key equations:
t+2.0 ≤ H = h-2cot α + 2.0I1^0.89 × V1^0.01 × v^-0.65 ≤ t+3.0
25+h/2×tan α ≤ S = 16.8×(I1^1.25 × V1^0.3 + I2^1.25 × V2^0.3) ÷ v ≤ 35+h/2×tan α
Where:
t – Plate thickness (mm)
h – Groove depth (mm)
α – Single-side groove angle (degrees)
2. Design of Double-sided Formation Welding Groove Dimensions and Parameters
2.1 For 8mm Plate
Groove specifications:
– Symmetric Y-groove with root face
– Depth: 4±0.5mm
– Root face: 4±0.5mm
– Groove angle: 60°
– Gap: 0-0.5mm
Welding parameters:
– First wire: 1100±50A, 36±2V
– Second wire: 500±50A, 38±2V
– Speed: 1250±50mm/min
2.2 For 12mm Plate
Groove specifications:
– Depth: 6±0.5mm
– Root face: 6±0.5mm
– Other parameters similar to 8mm plate
Welding parameters:
– First wire: 1100±50A, 36±2V
– Second wire: 500±50A, 38±2V
– Speed: 1000±50mm/min
2.3 For 16mm Plate
Groove specifications:
– Depth: 8±0.5mm
– Root face: 8±0.5mm
– Other parameters similar to previous cases
Welding parameters:
– First wire: 1200±50A, 36±2V
– Second wire: 500±50A, 38±2V
– Speed: 850±50mm/min
3. Single-side Submerged Arc Welding and Results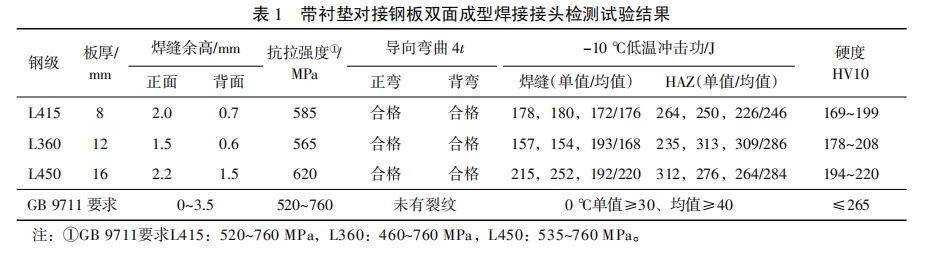
3.1 Double-sided Formation Process
– Steel grades: L415 (8mm), L360 (12mm), L450 (16mm)
– Wire: 4.0mm H08MnMoA
– Flux: Basic agglomerated SJ102G
– Two types of backing strips used:
Type 1 (8mm, 12mm): Grooved copper backing, ceramic backing, welding flux
Type 2 (16mm): Grooved copper backing, welding flux
3.2 Results
– Good formation on both sides
– Passed visual and NDT inspection
– Mechanical properties met GB/T 9711-2023 PSL2 requirements
– Excellent low-temperature impact toughness despite full-thickness penetration heat input
Conclusion:
The developed method effectively determines appropriate welding parameters while reducing testing frequency and material consumption. It eliminates the need for back-side root cleaning in spiral pipe production, improving efficiency.